Related Resources: civil engineering
Plywood Minimum Bend Radius Design Considerations
Plywood Minimum Bend Radius Design Recommended
Plywood, after softening, may be bent on a cold ventilated form. The part should be allowed to dry completely on the form. When bending plywood, drying may be hastened by laying a piece of coarse burlap over the radius bending form. To speed drying, a fan may be used to circulate air around the formed Plywood part.
In bending pieces of small radii or to speed up the bending of a large number of parts of the same curvature, it may be necessary to use a heated bending form. The surface temperature of this form may be as high as 149 °C (300 °F), if necessary, without danger of damage to the plywood. The plywood should be left on the heated form only long enough to dry to room conditions.
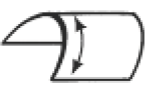 |
At 90° to Face Grain
|
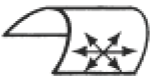 |
At 0° to 45° Face Grain
|
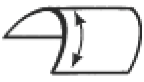 |
At 90° to Face Grain
|
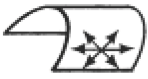 |
At 0° to 45° Face Grain
|
|
Plywood
Characteristics |
10% Moisture
Bent on Cold Mandrels |
Thoroughly Soaked
in Hot Water, Bent on Cold Mandrels |
|||
|
Figure 1
|
Figure 2
|
Figure 3
|
Figure 4
|
||
|
Thickness
(inches) |
Number of Layer
Plies |
Minimum Bend Radius
(inches) |
|||
|
.035
|
3
|
2.0
|
1.1
|
0.5
|
0.1
|
|
.070
|
3
|
5.2
|
3.2
|
1.5
|
0.4
|
|
.100
|
3
|
8.6
|
5.2
|
2.6
|
0.8
|
|
.125
|
3
|
12.0
|
7.1
|
3.8
|
1.2
|
|
.155
|
3
|
16.0
|
10.0
|
5.3
|
1.8
|
|
.185
|
3
|
20.0
|
13.0
|
7.1
|
2.6
|
|
.160
|
5
|
17.0
|
11.0
|
6.0
|
2.0
|
|
.190
|
5
|
21.0
|
14.0
|
7.0
|
3.0
|
|
.225
|
5
|
27.0
|
17.0
|
10.0
|
4.0
|
|
.250
|
5
|
31.0
|
20.0
|
12.0
|
5.0
|
|
.315
|
5
|
43.0
|
28.0
|
16.0
|
7.0
|
|
.375
|
5
|
54.0
|
36.0
|
21.0
|
10.0
|
Reference:
Federal Aviation Administration,
Acceptable Methods, Techniques and Practices Aircraft Inspection and Repair.
Advisory Circular AC 43.13-1B
Related
- Laminated Plywood CNC Speeds and Feeds Table
- Soft Plywood CNC Speeds and Feeds Table
- Pilot Hole Sizes In Plywood
- Wood Screw Pullout Withdraw Resistance Force Formulae and Calculator
- Lag Screws in Wood Pullout Resistance Force Formulae and Calculator
- Allowable Loads and Stress in Wood Formulae and Calculator
- Wood Lap Joint Glue Strength Design Equations and Calculator
- Wood Nail Pullout Withdraw Resistance Force Formulae and Calculator
- Pressed Drift Pin Bolts in Wood Force Formulae and Calculator
- Wood Butt Joint Glue Strength Formulae and Calculator
- Wood Glue Bevel Joint Strength Equations and Calculator
- Holding Power of Wood Screws
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact