Broaches / Design for Broaching Manufacturing Process Review
Design for Broaching Manufacturing Review Broaching Manufacturing Process - broaching is a manufacturing process used to create holes, slots, cutout and other complex internal surface features. Broaching may also used to create external features.
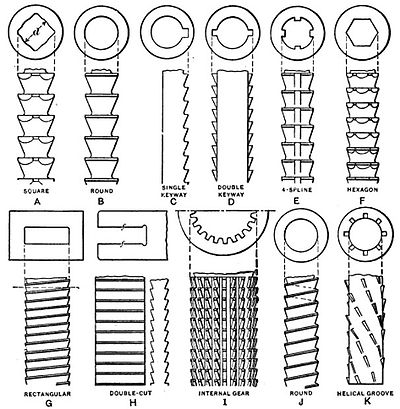
Internal broaching is employed to manufacture symmetrical features, such as, holes and slots in parts where due to the size, shape and length of the feature, traditional machining is not possible or practical. Broaching is classically used to cut keyways, square or rectangular feature of sizes, hexagonal, and creating internal splined features.
Broaching manufacturing utilizes a ribbed or fluted tool of some length. The tool in installed into a broaching machine, which provides for a reciprocating motion. The broaching tool is positioned as required on the work piece and the tool is extended and retracted in a reciprocating motion with the flutes coming in contact with a surface region to be cut on the work piece.
Broaches are shaped similar to a saw, except the height of the teeth increases over the length of the tool. Moreover, the broach contains three distinct sections: one for roughing, another for semi-finishing, and the final one for finishing. Broaching is an unusual machining process because it has the feed built into the tool. The profile of the machined surface is always the inverse of the profile of the broach. The rise per tooth (RPT), also known as the step or feed per tooth, determines the amount of material removed and the size of the chip. The broach can be moved relative to the workpiece or vice-versa. Because all of the features are built into the broach no complex motion or skilled labor is required to use it. A broach is effectively a collection of single-point cutting tools arrayed in sequence, cutting one after the other; its cut is analogous to multiple passes of a shaper.
Broaching Manufacturing
The process depends on the type of broaching being performed. Surface broaching is very simple as either the workpiece is moved against a stationary surface broach, or the workpiece is held stationary while the broach is moved against it.
Internal broaching is more involved. The process begins by clamping the workpiece into a special holding fixture, called a workholder, which mounts in the broaching machine. The broaching machine elevator, which is the part of the machine that moves the broach above the workholder, then lowers the broach through the workpiece. Once through, the broaching machine's puller, essentially a hook, grabs the pilot of the broach. The elevator then releases the top of the pilot and the puller pulls the broach through the workpiece completely. The workpiece is then removed from the machine and the broach is raised back up to reengage with the elevator. The broach usually only moves linearly, but sometimes it is also rotated to create a spiral spline or gun-barrel rifling.
Cutting fluids are used for three reasons;
- to cool the workpiece and broach
- to lubricate cutting surfaces
- to flush the chips from the teeth.
- Fortified petroleum cutting fluids are the most common, however heavy duty water soluble cutting fluids are being used because of their superior cooling, cleanliness, and non-flammability.
Broach Types
Broaches can be categorized by many means:
- Use: internal, or surface
- Purpose: single, or combination
- Motion: push, pull, or stationary
- Construction: solid, built-up, hollow or shell
- Function: roughing, sizing, or burnishing
- If the broach is large enough the costs can be reduced by using a built-up or modular construction. This involves producing the broach in pieces and assembling it. If any portion wears out only that section has to be replaced, instead of the entire broach.
Most broaches are made from high speed steel (HSS) or an alloy steel; TiN coatings are common on HSS to prolong life. Except when broaching cast iron, tungsten carbide is rarely used as a tooth material because the cutting edge will crack on the first pass.
Broach Types |
 Broaching Tools |
 Broaching Manufacturing |
Surface broaches
The slab broach is the simplest surface broach. It is a general purpose tool for cutting flat surfaces.
Slot broaches (G & H) are for cutting slots of various dimensions at high production rates. Slot broaching is much quicker than milling when more than one slot needs to be machined, because multiple broaches can be run through the part at the same time on the same broaching machine.
Contour broaches are designed to cut concave, convex, cam, contoured, and irregular shaped surfaces.
Pot broaches are cut the inverse of an internal broach; they cut the outside diameter of a cylindrical workpiece. They are named after the pot looking fixture in which the broaches are mounted; the fixture is often referred to as a "pot". The pot is designed to hold multiple broaching tools concentrically over its entire length. The broach is held stationary while the workpiece is pushed or pulled through it. This has replaced hobbing for some involute gears and cutting external splines and slots.
Straddle broaches use two slab broaches to cut parallel surfaces on opposite sides of a workpiece in one pass. This type of broaching holds closer tolerances than if the two cuts were done independently. It is named after the fact that the broaches "straddle" the workpiece on multiple sides.
Internal Broaches
Solid broaches are the most common type; they are made from one solid piece of material. For broaches that wear out quickly shell broaches are used; these broaches are similar to a solid broach, except there is a hole through the center where it mounts on an arbor. Shell broaches cost more initially, but save cost overall if the broach must be replaced often because the pilots are on the mandrel and do not have to be reproduced with each replacement.
Modular broaches are commonly used for large internal broaching applications. They are similar to shell broaches in that they are a multi-piece construction. This design is used because it is cheaper to build and resharpen and is more flexible than a solid design.
A common type of internal broach is the keyway broach (C & D). It uses a special fixture called a horn to support the broach and properly locate the part with relation to the broach.
A concentricity broach is a special type of spline cutting broach which cuts both the minor diameter and the spline form to ensure precise concentricity.
The cut-and-recut broach is used to cut thin-walled workpieces. Thin-walled workpieces have a tendency to expand during cutting and then shrink afterward. This broach overcomes that problem by first broaching with the standard roughing teeth, followed by a "breathing" section, which serves as a pilot as the workpiece shrinks. The teeth after the "breathing" section then include roughing, semi-finishing, and finishing teeth.
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact