Surface Roughness Conversion Chart Tables
Manufacturing Knowledge Menu
Surface Roughness Review
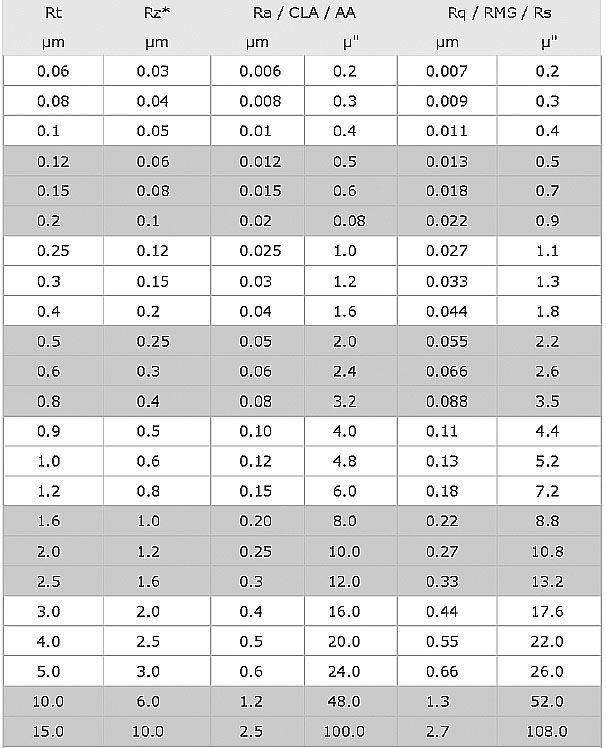
The following charts and tables convert surface finish or roughness between selected industry standard units.
Where:
Ra = Roughness, average in micro-meters & micro-inches
RMS = Root Mean Square in micro-inches
CLA = Center Line average in micro-inches
Rt = Roughness, total in microns
N = New ISO (Grade) Scale numbers
Cut-Off Length = Length required for sample.
Conversion math at bottom --
μ=0.000001m=0.001mm
μin=0.000001 in=0.0254 μ
Surface Roughness Conversion Chart |
|||||||
|---|---|---|---|---|---|---|---|
Ra micro-meters |
Ra micro-inches |
RMS |
CLA (N) |
Rt |
N |
Cut-Off Length |
|
in. |
mm |
||||||
0.025
|
1
|
1.1
|
1
|
0.3
|
1
|
0.003
|
0.08
|
0.05
|
2
|
2.2
|
2
|
0.5
|
2
|
0.01
|
0.25
|
0.1
|
4
|
4.4
|
4
|
0.8
|
3
|
0.01
|
0.25
|
0.2
|
8
|
8.8
|
8
|
1.2
|
4
|
0.01
|
0.25
|
0.4
|
16
|
17.6
|
16
|
2.0
|
5
|
0.01
|
0.25
|
0.8
|
32
|
35.6
|
32
|
4.0
|
6
|
0.03
|
0.8
|
1.6
|
63
|
69.3
|
63
|
8.0
|
7
|
0.03
|
0.8
|
3.2
|
125
|
137.5
|
125
|
13
|
8
|
0.1
|
2.5
|
6.3
|
250
|
275
|
250
|
25
|
9
|
0.1
|
2.5
|
12.5
|
500
|
550
|
500
|
50
|
10
|
0.1
|
2.5
|
25.0
|
1000
|
1100
|
1000
|
100
|
11
|
0.3
|
8.0
|
50.0
|
2000
|
2200
|
2000
|
200
|
12
|
0.3
|
8.0
|
Conversions (math):
CLA (micro inches) = Multiply Ra(µm) x 40
Rt = R a x 8.7
Rz = R a x 7.2
Rz ISO = R a x 7.6
Rmax = R a x 8.0
Rp = R a x 3.6
RPM = R a x 2.9
RMS = R a x 1.1
Example:
Ra to Rt:
1.0 micrometer Ra x 8.7 (Rt Factor) = 8.7 micrometer Rt
40 microinch Ra x 8.7 (Rt Factor) = 348 microinch Rt
|
CHINA |
UK |
USA |
GERMANY |
||||||
|
Ra |
Rz Ry |
Code |
Ra |
Code |
Ra |
Code |
Ra |
Rz |
|
|
0.008 |
0.032 |
1(0.025) |
|
1(0.025) |
|
0.01 |
0.04 |
||
|
0.01 |
0.04 |
||||||||
|
0.012 |
0.05 |
0.016 |
0.063 |
||||||
|
0.016 |
0.063 |
||||||||
|
0.02 |
0.08 |
0.025 |
0.10 |
||||||
|
0.025 |
0.10 |
||||||||
|
0.032 |
0.125 |
2(0.05) |
2(0.05) |
0.04 |
0.16 |
||||
|
0.04 |
0.16 |
||||||||
|
0.05 |
0.20 |
0.063 |
0.25 |
||||||
|
0.063 |
0.25 |
4(0.10) |
3(0.08) |
||||||
|
0.08 |
0.32 |
0.10 |
0.40 |
||||||
|
0.10 |
0.40 |
4(0.10) |
|||||||
|
0.125 |
0.50 |
8(0.2) |
5(0.125) |
0.16 |
0.63 |
||||
|
0.16 |
0.63 |
6(0.16) |
|||||||
|
0.20 |
0.80 |
8(0.2) |
0.25 |
1 |
|||||
|
0.25 |
1 |
16(0.4) |
10(0.25) |
||||||
|
0.32 |
1.25 |
13(0.32) |
0.40 |
1.60 |
|||||
|
0.40 |
1.6 |
16(0.4) |
|||||||
|
0.50 |
2 |
32(0.8) |
20(0.5) |
0.63 |
2.5 |
||||
|
0.63 |
2.5 |
25(0.63) |
|||||||
|
0.8 |
3.2 |
32(0.8) |
1 |
4 |
|||||
|
1 |
4 |
63(1.6) |
40(1) |
||||||
|
1.25 |
5 |
50(1.25) |
1.6 |
6.3 |
|||||
|
1.6 |
6.3 |
63(1.6) |
|||||||
|
2 |
8 |
125(3.2) |
80(2) |
2.5 |
10 |
||||
|
2.5 |
10 |
100(2.5) |
|||||||
|
3.2 |
12.5 |
125(3.2) |
4 |
16 |
|||||
|
4 |
16 |
250(6.3) |
160(4) |
||||||
|
5 |
20 |
200(5) |
6.3 |
25 |
|||||
|
6.3 |
25 |
250(6.3) |
|||||||
|
8 |
32 |
500(12.5) |
500(12.5) |
10 |
40 |
||||
|
10 |
40 |
||||||||
|
12.5 |
50 |
16 |
63 |
||||||
|
16 |
63 |
1000(25) |
800(20) |
||||||
|
20 |
80 |
25 |
100 |
||||||
|
25 |
100 |
1000(25) |
|||||||
|
32 |
125 |
40 |
160 |
||||||
|
40 |
160 |
||||||||
|
125 |
200 |
63 |
250 |
S |
|||||
|
63 |
250 |
||||||||
|
80 |
320 |
100 |
400 |
||||||
|
250 |
400 |
||||||||
|
160 |
630 |
||||||||
|
250 |
1000 |
||||||||
|
1600 |
|||||||||
|
2500 |
|||||||||
|
CHINA |
SWITZERLAND |
ITALY |
POLAND |
|||||||
|
Ra (μ) |
Rz Ry (μ) |
Code |
Ra (μ) |
Code |
Ra (μ) |
Ra (μ) |
Rz (μ) |
Code |
||
|
0.008 |
0.032 |
0.025 |
N1 |
0.025 |
|
0.01 |
0.05 |
|||
|
0.01 |
0.04 |
|||||||||
|
0.012 |
0.05 |
0.02 |
0.10 |
|||||||
|
0.016 |
0.063 |
|||||||||
|
0.02 |
0.08 |
|||||||||
|
0.025 |
0.10 |
0.04 |
0.20 |
|||||||
|
0.032 |
0.125 |
0.05 |
N2 |
0.05 |
||||||
|
0.04 |
0.16 |
|||||||||
|
0.05 |
0.20 |
0.08 |
0.40 |
|||||||
|
0.063 |
0.25 |
0.1 |
N3 |
0.08 |
||||||
|
0.08 |
0.32 |
|||||||||
|
0.10 |
0.40 |
0.1 |
0.16 |
0.80 |
||||||
|
0.125 |
0.50 |
0.2 |
N4 |
0.12 |
||||||
|
0.16 |
0.63 |
0.16 |
||||||||
|
0.20 |
0.80 |
0.2 |
0.32 |
1.60 |
||||||
|
0.25 |
1 |
0.4 |
N5 |
0.25 |
||||||
|
0.32 |
1.25 |
0.3 |
||||||||
|
0.40 |
1.6 |
0.4 |
0.63 |
3.20 |
||||||
|
0.50 |
2 |
0.5 |
N6 |
0.5 |
||||||
|
0.63 |
2.5 |
1.6 |
N7 |
0.6 |
||||||
|
0.8 |
3.2 |
0.8 |
1.25 |
6.30 |
||||||
|
1 |
4 |
1 |
||||||||
|
1.25 |
5 |
1.2 |
||||||||
|
1.6 |
6.3 |
1.6 |
2.5 |
10 |
||||||
|
2 |
8 |
3.2 |
N8 |
2 |
||||||
|
2.5 |
10 |
2.5 |
||||||||
|
3.2 |
12.5 |
3 |
5 |
20 |
||||||
|
4 |
16 |
6.3 |
N9 |
4 |
||||||
|
5 |
20 |
5 |
||||||||
|
6.3 |
25 |
6 |
10 |
40 |
||||||
|
8 |
32 |
12.5 |
N10 |
8 |
||||||
|
10 |
40 |
10 |
||||||||
|
12.5 |
50 |
12 |
20 |
80 |
||||||
|
16 |
63 |
25 |
N11 |
25 |
||||||
|
20 |
80 |
|||||||||
|
25 |
100 |
40 |
160 |
|||||||
|
32 |
125 |
50 |
N12 |
|
||||||
|
40 |
160 |
|||||||||
|
125 |
200 |
80 |
320 |
|||||||
|
63 |
250 |
|
||||||||
|
80 |
320 |
|||||||||
|
250 |
400 |
|
||||||||
|
|
||||||||||
|
CHINA |
JAPAN |
|||||
|
Ra (μ) |
Rz Ry (μ) |
Code |
Ra (μ) |
Rz (μ) |
Rmax (μ) |
Code |
|
0.008 |
0.032 |
(0.0125a) |
(0.05S) |
|||
|
0.01 |
0.04 |
|||||
|
0.012 |
0.05 |
|||||
|
0.016 |
0.063 |
0.05a |
0.1Z |
0.1S |
||
|
0.02 |
0.08 |
|||||
|
0.025 |
0.10 |
|||||
|
0.032 |
0.125 |
0.2Z |
0.2S |
|||
|
0.04 |
0.16 |
|||||
|
0.05 |
0.20 |
|||||
|
0.063 |
0.25 |
0.1a |
0.4Z |
0.4S |
||
|
0.08 |
0.32 |
|||||
|
0.10 |
0.40 |
|||||
|
0.125 |
0.50 |
0.2a |
0.8Z |
0.8S |
||
|
0.16 |
0.63 |
|||||
|
0.20 |
0.80 |
|||||
|
0.25 |
1 |
0.4a |
1.6Z |
1.6S |
||
|
0.32 |
1.25 |
|||||
|
0.40 |
1.6 |
|||||
|
0.50 |
2 |
0.8a |
3.2Z |
3.2S |
||
|
0.63 |
2.5 |
|||||
|
0.8 |
3.2 |
|||||
|
1 |
4 |
1.6a |
6.3Z |
6.3S |
||
|
1.25 |
5 |
|||||
|
1.6 |
6.3 |
|||||
|
2 |
8 |
3.2a |
12.5Z |
12.5S |
||
|
2.5 |
10 |
|||||
|
3.2 |
12.5 |
|||||
|
4 |
16 |
6.3a |
(18Z) |
(18S) |
||
|
5 |
20 |
25Z |
25S |
|||
|
6.3 |
25 |
|||||
|
8 |
32 |
12.5a |
35Z |
35S |
||
|
10 |
40 |
50Z |
50S |
|||
|
12.5 |
50 |
|||||
|
16 |
63 |
25a |
(70Z) |
(70S) |
||
|
20 |
80 |
|||||
|
25 |
100 |
100Z |
100S |
|||
|
32 |
125 |
(50a) |
140Z |
140S |
S |
|
|
40 |
160 |
200Z |
200S |
|||
|
125 |
200 |
|||||
|
63 |
250 |
(100a) |
280Z |
280S |
||
|
80 |
320 |
400Z |
400S |
|||
|
250 |
400 |
|||||
|
560Z |
560S |
|||||
| Parameter | Factor |
| Rt | 8.7 |
| Rz | 7.2 |
| Rz ISO | 7.6 |
| Rmax | 8.0 |
| Rp | 3.6 |
| RPM | 2.9 |
| RMS | 1.1 |
Surface Roughness Value Equivalents
The Waviness is the measure of surface irregularities with a spacing greater than that of surface roughness. These usually occur due to warping , vibrations , or deflection during machining.
-
ASME B46.1
-
ASME Y14.36M - 1996 Surface Texture Symbols
-
ISO 468:1982 “Surface roughness — parameters. Their values and general rules for specifying requirements.”
-
ISO 4287:1997 “Surface texture: Profile method — Terms, definitions and surface texture parameters.”
-
ISO 4288:1996 “Surface texture: Profile method — Rules and procedures for the assessment of surface texture.” Includes specifications for precision reference specimens, and roughness comparison specimens, and establishes requirements for stylus-type instruments.”
-
ISO 8785:1998 “Surface imperfections — Terms, definitions and parameters.”
-
ISO 10135-1:CD “Representation of parts produced by shaping processes — Part 1: Molded parts.”
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact